 Selection of shape and diameter should be based on the work piece, and the operation to be performed. Burs have 13 basic shapes:
Selection of shape and diameter should be based on the work piece, and the operation to be performed. Burs have 13 basic shapes: 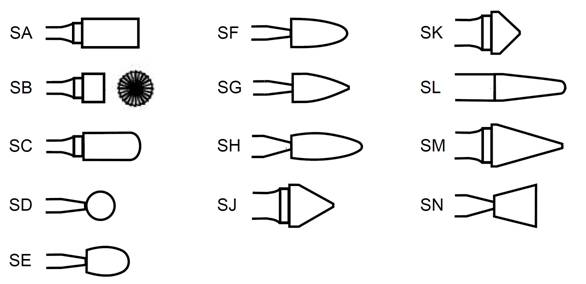 Burs come in 7 kinds of flute style as following.
Burs come in 7 kinds of flute style as following.
 Selection of cut would be based on the material, and finish required.
Selection of cut would be based on the material, and finish required. | Material | 6 | 3 | 1 | 3SP | 4 | 2 | 5 |
| Aluminum | |
||||||
| Brass, Bronze Copper | |
|
|
||||
| Carbon Fiber | |
|
|||||
| Fiberglass | |
||||||
| Cast Iron | |
|
|
||||
| Plastics | |
|
|||||
| Hard Rubber | |
||||||
| Steel, 40-55 Rc | |
|
|
|
|
||
| Steel, 55-60 Rc | |
|
|
|
|
||
| Steel, Carbon | |
|
|
||||
| Steel, Nickel Chrome | |
|
|
|
|||
| Steel, Stainless | |
|
|
|
|||
| Steel, Weldments | |
|
|
||||
| Titanium | |
|
|
||||
| Zinc | |
| Grade | Cobalt | HRA | HRC | Density (ISO 3369) |
Transverse rupture strength (ISO 3327) |
| K30 | 8% | 89.3-89.5 | 74.3-74.6 | 14.8 | 2000 |
| K25 | 7% | 89.5-90.5 | 74.6-77 | 14.9 | 2650 |
| K20 | 6% | 90.1-91.5 | 76.2-78.4 | 14.7- 15 | 1800 |
| Material of work- piece |
RECOMMENDED ROTARY SPEEDr/min (Rotary speed = the below number x1000) | |||||||||
| Dia 3mm | Dia 6mm | Dia 8mm | Dia 10mm | Dia 12mm | Dia 16mm | Dia 20mm | Dia 25mm | |||
| Steel, cast steel | Non- hardened,non- heat treated steels |
Aggressive grinding | 60000- 95000 |
32000- 48000 |
24000- 36000 |
19000- 29000 |
16000- 24000 |
12000- 18000 |
10000- 14000 |
8000- 11000 |
| Fine grinding | 48000- 64000 |
24000- 32000 |
18000- 24000 |
14000- 19000 |
12000- 16000 |
9000- 12000 |
7000- 1000 |
6000- 8000 |
||
| Hard non-ferrous metals | Aggressive grinding | 27000- 37000 |
13000- 19000 |
10000- 14000 |
8000- 11000 |
7000- 9000 |
5000- 7000 |
4000- 6000 |
3000- 4000 |
|
| Fine grinding | 37000- 48000 |
19000- 24000 |
14000- 18000 |
11000- 14000 |
9000- 12000 |
7000- 9000 |
6000- 7000 |
4000- 6000 |
||
| Stainless steel (INOX) | Rust and acid-resistant steels | Aggressive grinding | 32000- 48000 |
16000- 24000 |
12000- 18000 |
10000- 14000 |
8000- 12000 |
6000- 9000 |
5000- 7000 |
4000- 6000 |
| Fine grinding | 37000- 48000 |
19000- 24000 |
14000- 18000 |
11000- 14000 |
9000- 12000 |
7000- 9000 |
6000- 7000 |
4000- 6000 |
||
| Aggressive grinding | 32000- 48000 |
16000- 24000 |
12000- 18000 |
10000- 14000 |
8000- 12000 |
6000- 9000 |
5000- 7000 |
4000- 6000 |
||
| Fine grinding | 37000- 53000 |
19000- 27000 |
14000- 20000 |
11000- 16000 |
9000- 13000 |
7000- 11000 |
6000- 8000 |
4000- 6000 |
||
| Cast iron | Grey cast iron, white cast iron | Aggressive grinding | 60000- 95000 |
32000- 48000 |
24000- 36000 |
19000- 29000 |
16000- 24000 |
12000- 18000 |
10000- 14000 |
8000- 11000 |
| middle grinding | 48000- 64000 |
24000- 32000 |
18000- 24000 |
14000- 19000 |
12000- 16000 |
9000- 12000 |
7000- 1000 |
6000- 8000 |
||
| Fine grinding | 53000- 64000 |
27000- 32000 |
20000- 24000 |
16000- 19000 |
13000- 16000 |
10000- 12000 |
8000- 10000 |
6000- 8000 |
||


